



產(chǎn)品分類
- 電工電子電氣實(shí)訓(xùn)設(shè)備
- 電力電子電機(jī)實(shí)訓(xùn)裝置
- 過(guò)程控制實(shí)驗(yàn)裝置
- 工業(yè)機(jī)器人智能制造
- 維修電工實(shí)訓(xùn)設(shè)備
- PLC自動(dòng)化實(shí)訓(xùn)設(shè)備
- 數(shù)控機(jī)床實(shí)訓(xùn)考核裝置
- 數(shù)控機(jī)床機(jī)械加工設(shè)備
- 機(jī)床電氣實(shí)訓(xùn)裝置
- 機(jī)電一體化實(shí)訓(xùn)設(shè)備
- 機(jī)械示教陳列柜
- 機(jī)械專業(yè)實(shí)驗(yàn)設(shè)備
- 傳感器檢測(cè)實(shí)驗(yàn)室設(shè)備
- 工業(yè)互聯(lián)人工智能實(shí)訓(xùn)設(shè)備
- 特種作業(yè)操作實(shí)訓(xùn)考核設(shè)備
- 物聯(lián)網(wǎng)實(shí)驗(yàn)實(shí)訓(xùn)設(shè)備
- 消防、給排水實(shí)訓(xùn)設(shè)備
- 網(wǎng)絡(luò)布線實(shí)訓(xùn)室設(shè)備
- 電梯安裝維修實(shí)訓(xùn)考核設(shè)備
- 熱工暖通家電制冷實(shí)訓(xùn)設(shè)備
- 樓宇智能化實(shí)訓(xùn)設(shè)備
- 環(huán)境工程實(shí)驗(yàn)裝置
- 流體力學(xué)實(shí)驗(yàn)裝置
- 化工專業(yè)實(shí)驗(yàn)實(shí)訓(xùn)設(shè)備
- 新能源實(shí)驗(yàn)實(shí)訓(xùn)設(shè)備
- 電力供配電實(shí)訓(xùn)設(shè)備
- 煤礦礦山實(shí)驗(yàn)實(shí)訓(xùn)設(shè)備
- 液壓氣動(dòng)實(shí)驗(yàn)室設(shè)備
- 教學(xué)仿真軟件
- 軌道交通實(shí)驗(yàn)實(shí)訓(xùn)設(shè)備
- 船舶實(shí)訓(xùn)考核裝置
- 駕駛模擬訓(xùn)練設(shè)備
- 新能源汽車(chē)實(shí)訓(xùn)設(shè)備
- 汽車(chē)發(fā)動(dòng)機(jī)底盤(pán)實(shí)訓(xùn)臺(tái)
- 汽車(chē)電器電子實(shí)訓(xùn)臺(tái)
- 特種車(chē)工程機(jī)械實(shí)訓(xùn)設(shè)備
- 智能網(wǎng)聯(lián)汽車(chē)實(shí)訓(xùn)設(shè)備
- 醫(yī)學(xué)教學(xué)模型
- 中小學(xué)實(shí)驗(yàn)室設(shè)備
- 實(shí)驗(yàn)箱.實(shí)驗(yàn)儀
- 光電子通信實(shí)驗(yàn)裝置
- 儀器設(shè)備.教學(xué)掛圖
更多新產(chǎn)品
- LG-TSV05型智能網(wǎng)聯(lián)自動(dòng)駕駛微縮車(chē)
- LG-ITP02型智能網(wǎng)聯(lián)汽車(chē)視覺(jué)識(shí)別實(shí)訓(xùn)臺(tái)
- LG-IH05型智能網(wǎng)聯(lián)汽車(chē)超聲波雷達(dá)便攜式實(shí)驗(yàn)箱
- LG-ITP03型智能網(wǎng)聯(lián)汽車(chē)激光雷達(dá)實(shí)訓(xùn)臺(tái)
- LG-IH04型智能網(wǎng)聯(lián)汽車(chē)組合導(dǎo)航系統(tǒng)便攜式實(shí)驗(yàn)箱
- LG-IH01型智能網(wǎng)聯(lián)汽車(chē)毫米波雷達(dá)便攜式實(shí)驗(yàn)箱
- LG-IKP013型智能網(wǎng)聯(lián)汽車(chē)決策規(guī)劃仿真實(shí)訓(xùn)臺(tái)
- LG-TSV07型智能網(wǎng)聯(lián)乘用車(chē)高級(jí)開(kāi)發(fā)教學(xué)平臺(tái)
- LG-TSV10型智能網(wǎng)聯(lián)車(chē)路協(xié)同智慧燈桿
- LG-TSV08型智能網(wǎng)聯(lián)微縮車(chē)平行駕駛系統(tǒng)
- LG-TSV11型智能網(wǎng)聯(lián)車(chē)路協(xié)同沙盤(pán)及云控平臺(tái)
- LG-IZC02型智能網(wǎng)聯(lián)自動(dòng)駕駛小巴(8座 荷載15人)
- LG-JXY014型機(jī)械傳動(dòng)與液壓控制實(shí)訓(xùn)平臺(tái)
- LG-JXY012型工業(yè)機(jī)械傳動(dòng)與液壓調(diào)試平臺(tái)
- LGY-JD011型機(jī)電液一體化智能綜合實(shí)訓(xùn)平臺(tái)(液壓
更多熱點(diǎn)產(chǎn)品
- LG-DLK01型 電力系統(tǒng)綜合自動(dòng)化實(shí)驗(yàn)平臺(tái)
- LG系列 智能建筑實(shí)驗(yàn)實(shí)訓(xùn)裝置
- LGJS-3型 模塊式柔性環(huán)形自動(dòng)生產(chǎn)線及工業(yè)機(jī)器人
- LGJX-82E型 立體倉(cāng)庫(kù)實(shí)訓(xùn)裝置
- LGJS-1型 現(xiàn)代物流倉(cāng)儲(chǔ)自動(dòng)化實(shí)驗(yàn)系統(tǒng)
- LGJS-2型 模塊式柔性自動(dòng)環(huán)形生產(chǎn)線實(shí)驗(yàn)系統(tǒng)(工
- LG-2400型 數(shù)控模組化生產(chǎn)流水線綜合系統(tǒng)(CD制程
- LGJD-01型 光機(jī)電一體化控制實(shí)訓(xùn)裝置
- LGJD-02型 光機(jī)電一體化控制實(shí)訓(xùn)裝置
- LG-235A 光機(jī)電一體化高速分揀實(shí)訓(xùn)系統(tǒng)
- LGK-III型 數(shù)控車(chē)/銑床綜合考核裝置(二合一/生產(chǎn)型
- LG-AT2型 自控原理與計(jì)算機(jī)控制實(shí)驗(yàn)儀
- LG-NLY01型 樓宇智能化工程實(shí)訓(xùn)系統(tǒng)
- LGZK-201G 自動(dòng)化綜合實(shí)訓(xùn)裝置( PLC、直流調(diào)速、觸
- LGPD-205B型 PLC、單片機(jī)及微機(jī)原理綜合實(shí)訓(xùn)裝置
更多技術(shù)方案
- 智能交通綜合實(shí)訓(xùn)室建設(shè)方案
- 高壓供配電實(shí)訓(xùn)室設(shè)備建設(shè)方案
- 軌道交通實(shí)訓(xùn)室設(shè)備實(shí)訓(xùn)建設(shè)方案
- 焊接實(shí)訓(xùn)室工位隔斷排煙建設(shè)方案
- 自動(dòng)化控制實(shí)驗(yàn)室建設(shè)方案論證
- 電工實(shí)驗(yàn)實(shí)訓(xùn)室建設(shè)方案論證報(bào)告
- 電氣自動(dòng)化控制實(shí)訓(xùn)室建設(shè)方案
- 工業(yè)機(jī)器人1+X證書(shū)試點(diǎn)項(xiàng)目建設(shè)方案
- 消防培訓(xùn)系統(tǒng)建設(shè)方案
- 水泵拆解檢修實(shí)訓(xùn)系統(tǒng)
當(dāng)前位置:首頁(yè) > 產(chǎn)品展示 > 高教職教設(shè)備 > 機(jī)電一體化實(shí)訓(xùn)設(shè)備 > 機(jī)電一體化實(shí)訓(xùn)設(shè)備
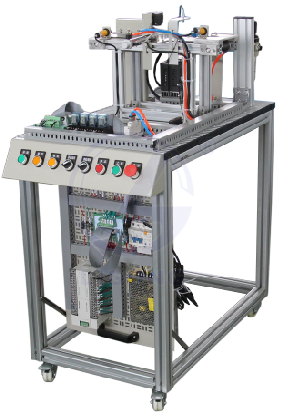
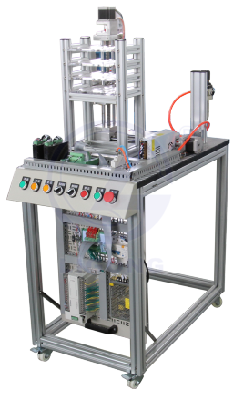
LG-MPS02A型 模塊式柔性自動(dòng)化生產(chǎn)線實(shí)訓(xùn)系統(tǒng)(八站)
品牌:理工偉業(yè) 咨詢電話:010-82827827 82827835
一、產(chǎn)品概述:
LG-MPS02A型 模塊式柔性自動(dòng)化生產(chǎn)線實(shí)訓(xùn)系統(tǒng)是一種*為典型的機(jī)電一體化、自動(dòng)化類產(chǎn)品,它是為職業(yè)院校、教育培訓(xùn)機(jī)構(gòu)等而研制的,它適合機(jī)械制造及其自動(dòng)化、機(jī)電一體化、電氣工程及自動(dòng)化、控制工程、測(cè)控技術(shù)、計(jì)算機(jī)控制、自動(dòng)化控制等相關(guān)專業(yè)的教學(xué)和培訓(xùn)。它接近工業(yè)生產(chǎn)制造現(xiàn)場(chǎng)基礎(chǔ)上雙針對(duì)實(shí)訓(xùn)教學(xué)進(jìn)行了專門(mén)設(shè)計(jì),強(qiáng)化了各種控制和工程實(shí)踐能力。系統(tǒng)包含了機(jī)電一體化專業(yè)中的氣動(dòng)、電機(jī)驅(qū)動(dòng)與控制、PLC、變頻器、觸摸屏、傳感器等多種控制技術(shù),適合相關(guān)專業(yè)學(xué)生進(jìn)行工程實(shí)踐、課程設(shè)計(jì)及初上崗位的工程技術(shù)人員進(jìn)行培訓(xùn)。
線實(shí)驗(yàn)實(shí)訓(xùn)平臺(tái)") 二、技術(shù)參數(shù):
二、技術(shù)參數(shù):
1、輸入電源:?jiǎn)蜗嗳€AC220V ±10% 50Hz
2、工作環(huán)境:環(huán)境溫度范圍為-5℃~+40℃ 相對(duì)濕度<85%(25℃)海拔<4000m
3、裝置容量:<1.5kVA
4、設(shè)備外型尺寸:410cm×180cm×150cm
5、單站工作臺(tái)尺寸:880mm×470mm×1500mm
三、系統(tǒng)組成:
(一)上料檢測(cè)單元
由料斗、回轉(zhuǎn)臺(tái)、貨臺(tái)、螺旋導(dǎo)料機(jī)構(gòu)、平面推力軸承、直流減速電機(jī)(10W/24V 5r/m)、工件滑道、提升裝置、計(jì)數(shù)開(kāi)關(guān)、光電開(kāi)關(guān)、單桿氣缸、電氣安裝板等組成。主要完成將工件從回傳上料臺(tái)依次送到檢測(cè)工位,提升裝置將工件提升并檢測(cè)工件顏色。
主要技術(shù)指標(biāo):
實(shí)訓(xùn)內(nèi)容:
1、第一站氣動(dòng)元件學(xué)習(xí)
2、第一站傳感器實(shí)驗(yàn)
3、第一站機(jī)械安裝調(diào)試實(shí)驗(yàn)
4、電氣回路實(shí)驗(yàn)(一)
5、PLC基本指令學(xué)習(xí)和實(shí)際應(yīng)用實(shí)驗(yàn)(一)
6、第一站上料程序控制實(shí)驗(yàn)
7、第一站系統(tǒng)故障檢測(cè)實(shí)驗(yàn)
8、第一、二站聯(lián)網(wǎng)程序控制實(shí)驗(yàn)(一)
(二)搬運(yùn)站
由機(jī)械手、橫臂、回轉(zhuǎn)臺(tái)、機(jī)械手爪、配重塊、旋轉(zhuǎn)氣缸等組成,主要完成對(duì)工件的搬運(yùn)。
主要技術(shù)指標(biāo):
實(shí)訓(xùn)內(nèi)容:
1、第二站氣動(dòng)回路學(xué)習(xí)
2、第二站傳感器實(shí)驗(yàn)
3、第二站機(jī)械安裝調(diào)試實(shí)驗(yàn)
4、電氣回路實(shí)驗(yàn)(二)
5、PLC基本指令學(xué)習(xí)和實(shí)際應(yīng)用實(shí)驗(yàn)(二)
6、第二站搬運(yùn)程序控制實(shí)驗(yàn)
7、第二站系統(tǒng)故障檢測(cè)實(shí)驗(yàn)
8、第二、一站聯(lián)網(wǎng)程序控制實(shí)驗(yàn)(二)
(三)加工單元
由6工位旋轉(zhuǎn)工作臺(tái)、平面推力軸承、直流減速電機(jī)(10W/24V 5r/m)、刀具庫(kù)(3種刀具)、升降式加工系統(tǒng)、加工組件、檢測(cè)組件、光電傳感器、轉(zhuǎn)臺(tái)到位傳感器、步進(jìn)電機(jī)、步進(jìn)電機(jī)驅(qū)動(dòng)器、電氣掛板等組成。主要完成物料加工和深度的檢測(cè)。工件在旋轉(zhuǎn)平臺(tái)上被檢測(cè)及加工。旋轉(zhuǎn)平臺(tái)由直流電機(jī)驅(qū)動(dòng)。平臺(tái)的定位由繼電器回路完成,通過(guò)電感式傳感器檢測(cè)平臺(tái)的位置。工件在平臺(tái)并行完成檢測(cè)及鉆孔的加工。在進(jìn)行鉆孔加工時(shí),夾緊執(zhí)行件夾緊工件。加工完的工件,通過(guò)電氣分支送到下一個(gè)工作站。
主要技術(shù)指標(biāo):
實(shí)訓(xùn)內(nèi)容:
1、第三站氣動(dòng)元件學(xué)習(xí)
2、第三站傳感器實(shí)驗(yàn)
3、第三站機(jī)械安裝調(diào)試實(shí)驗(yàn)
4、電氣回路實(shí)驗(yàn)(三)
5、PLC基本指令學(xué)習(xí)和實(shí)際應(yīng)用實(shí)驗(yàn)(三)
6、第三站多工位工作臺(tái)程序控制實(shí)驗(yàn)
7、第三站系統(tǒng)故障檢測(cè)實(shí)驗(yàn)
8、第三、五站聯(lián)網(wǎng)程序控制實(shí)驗(yàn)(三)
(四)搬運(yùn)單元
由機(jī)械手、直線移動(dòng)機(jī)構(gòu)、無(wú)桿氣缸、薄型氣缸、單桿氣缸、平行氣夾、工業(yè)導(dǎo)軌、電氣安裝板等組成,主要完成對(duì)工件的提取及搬運(yùn)。提取裝置上的氣爪手將工件從前一站提起,并將工件根據(jù)前站的工件信息結(jié)果傳送到下一單元。本工作單元可以與其他工作單元組合并定義其他的分類標(biāo)準(zhǔn),工件可以被直接傳輸?shù)较乱粋€(gè)工作單元。
主要技術(shù)指標(biāo):
實(shí)訓(xùn)內(nèi)容:
1、第四站氣動(dòng)元件和回路學(xué)習(xí)
2、第四站傳感器實(shí)驗(yàn)
3、第四站機(jī)械安裝調(diào)試實(shí)驗(yàn)(四)
4、電氣回路實(shí)驗(yàn)(四)
5、PLC基本指令學(xué)習(xí)和實(shí)際應(yīng)用實(shí)驗(yàn)
6、第四站機(jī)械手搬運(yùn)程序控制實(shí)驗(yàn)
7、第四站系統(tǒng)故障檢測(cè)實(shí)驗(yàn)(四)
8、第四、五站聯(lián)網(wǎng)程序控制實(shí)驗(yàn)(四)
(五)傳送帶站
由輸送帶、檢測(cè)機(jī)構(gòu)、推料氣缸、旋轉(zhuǎn)氣缸、分揀料槽、交流電動(dòng)機(jī)、變頻器、同步帶輪、光電傳感器、色標(biāo)傳感器等組成,主要完成對(duì)工件的輸送及分揀。
主要技術(shù)指標(biāo):
實(shí)訓(xùn)內(nèi)容:
1、第五站氣動(dòng)元件和回路學(xué)習(xí)
2、第五站傳感器實(shí)驗(yàn)
3、第五站機(jī)械安裝調(diào)試實(shí)驗(yàn)(五)
4、電氣回路實(shí)驗(yàn)(五)
5、PLC基本指令學(xué)習(xí)和實(shí)際應(yīng)用實(shí)驗(yàn)
6、第五站工件傳送程序控制實(shí)驗(yàn)
7、第五站系統(tǒng)故障檢測(cè)實(shí)驗(yàn)(五)
8、第五、六站聯(lián)網(wǎng)程序控制實(shí)驗(yàn)(五)
(六)安裝站
由料筒、換料機(jī)構(gòu)、推料機(jī)構(gòu)、工業(yè)導(dǎo)軌、旋轉(zhuǎn)氣缸、真空吸盤(pán)、搖臂、電氣安裝板等組成,主要完成對(duì)兩種不同工件的上料及安裝。為系統(tǒng)逐一提供兩色小工件。供料過(guò)程中,由雙作用氣缸從料倉(cāng)中逐一推出小工件,接著,轉(zhuǎn)換模塊上的真空吸盤(pán)將工件吸起,轉(zhuǎn)換模塊的轉(zhuǎn)臂在旋轉(zhuǎn)缸的驅(qū)動(dòng)下將工件移動(dòng)至下一個(gè)工作單元的傳輸位置。
主要技術(shù)指標(biāo):
實(shí)訓(xùn)內(nèi)容:
1、第六站氣動(dòng)元件和回路學(xué)習(xí)
2、第六站傳感器實(shí)驗(yàn)
3、第六站機(jī)械安裝調(diào)試實(shí)驗(yàn)(六)
4、電氣回路實(shí)驗(yàn)(六)
5、PLC基本指令學(xué)習(xí)和實(shí)際應(yīng)用實(shí)驗(yàn)
6、第六站工件安裝程序控制實(shí)驗(yàn)
7、第六站系統(tǒng)故障檢測(cè)實(shí)驗(yàn)(六)
8、第六、七站聯(lián)網(wǎng)程序控制實(shí)驗(yàn)(六)
(七)搬運(yùn)安裝單元
由機(jī)械手、移動(dòng)滑臺(tái)、安裝工作臺(tái)、薄型氣缸、直線氣缸、工業(yè)導(dǎo)軌、滑塊、配重塊等組成,主要完成對(duì)工件的搬運(yùn)。
主要技術(shù)指標(biāo):
實(shí)訓(xùn)內(nèi)容:
1、第七站氣動(dòng)元件和回路學(xué)習(xí)
2、第七站機(jī)械安裝調(diào)試實(shí)驗(yàn)
3、電氣回路實(shí)驗(yàn)(七)
4、PLC基本指令學(xué)習(xí)和實(shí)際應(yīng)用實(shí)驗(yàn)(七)
5、第七站工件搬運(yùn)程序控制實(shí)驗(yàn)
6、第七站系統(tǒng)故障檢測(cè)實(shí)驗(yàn)
7、第七、六站聯(lián)網(wǎng)程序控制實(shí)驗(yàn)(七)
8、第七、八站聯(lián)網(wǎng)程序控制實(shí)驗(yàn)(七)
(八)分類單元
由步進(jìn)電機(jī)、步進(jìn)電機(jī)驅(qū)動(dòng)器、滾株絲桿、立體庫(kù)、推料氣缸、電感傳感器、電磁閥、電氣安裝板等組成。主要完成對(duì)成品工件分類存儲(chǔ)。
主要技術(shù)指標(biāo):
實(shí)訓(xùn)內(nèi)容:
1、第八站氣動(dòng)元件和回路學(xué)習(xí)
2、第八站機(jī)械安裝調(diào)試實(shí)驗(yàn)
3、電氣回路實(shí)驗(yàn)(八)
4、PLC基本指令學(xué)習(xí)和實(shí)際應(yīng)用實(shí)驗(yàn)(八)
5、第八站工件分類程序控制實(shí)驗(yàn)
6、第八站系統(tǒng)故障檢測(cè)實(shí)驗(yàn)
7、第八、七站聯(lián)網(wǎng)程序控制實(shí)驗(yàn)(八)
8、全部八站聯(lián)網(wǎng)程序控制實(shí)驗(yàn)(八)
9、步進(jìn)電機(jī)驅(qū)動(dòng)控制實(shí)驗(yàn)
(九)觸摸屏監(jiān)控單元:
采用昆侖通態(tài)TPC7062TD ,7英寸 真色彩等組成,主要完成監(jiān)視各分站的工作狀態(tài)并協(xié)調(diào)各站運(yùn)行,完成工業(yè)控制網(wǎng)絡(luò)的集成。總線結(jié)構(gòu)采用RS485網(wǎng)絡(luò)通信,使各站之間的控制信息和狀態(tài)數(shù)據(jù)能夠?qū)崟r(shí)相互交換。每站均配編程電纜一根。
(十)MCGS工業(yè)組態(tài)監(jiān)控軟件:
當(dāng)8個(gè)單元全部進(jìn)入聯(lián)網(wǎng)狀態(tài)時(shí),管理員能夠通過(guò)組態(tài)監(jiān)控機(jī)中各種組態(tài)按鈕方便的控制整個(gè)系統(tǒng)的運(yùn)行、暫停、繼續(xù)、停止等等待另外也可以控制單個(gè)單元的運(yùn)行、暫停、繼續(xù)、停止等。每個(gè)單元的工作狀態(tài)以及工件的材質(zhì)、顏色等在監(jiān)控畫(huà)面上也能夠清楚的看到。
(十一)配件
1、加工工件組:包括大工件(三種)、小工件(兩種)。工件組可多次組裝及拆卸。
2、配套提供實(shí)驗(yàn)所需的設(shè)備說(shuō)明書(shū)、實(shí)訓(xùn)指導(dǎo)書(shū)及軟件使用說(shuō)明書(shū)。
3、配套工具:內(nèi)六角扳手、萬(wàn)用表、尖嘴鉗,一字起子、十字起子、電鉻鐵等;
4、靜音氣泵及連接氣管等
四、實(shí)訓(xùn)項(xiàng)目:
1、了解傳感器的應(yīng)用
2、觀察氣動(dòng)元件的應(yīng)用
3、掌握PLC控制技術(shù)
模塊式柔性自動(dòng)化生產(chǎn)線實(shí)訓(xùn)系統(tǒng)八個(gè)工作站各自都有一套PLC主機(jī),可分成八個(gè)完全獨(dú)立的工作站進(jìn)行實(shí)訓(xùn),在對(duì)各單元生產(chǎn)工藝和電氣控制系統(tǒng)的構(gòu)成熟悉后,通過(guò)PLC編程可完成:
1)系統(tǒng)故障檢測(cè)
2)工件上料程序控制
3)工件搬運(yùn)程序控制
4)工件檢測(cè)程序控制
5)工件搬運(yùn)安裝程序控制
6)工件安裝程序控制
7)工件分類程序控制
8)多工作工位程序控制
9)工作單元聯(lián)網(wǎng)程序控制
10)步進(jìn)電機(jī)驅(qū)動(dòng)控制
11)機(jī)械手搬運(yùn)控制
12)成廢品分揀控制
13)變頻調(diào)速控制
14)傳輸帶控制等
4、電氣控制系統(tǒng)安裝調(diào)試
5、機(jī)械系統(tǒng)安裝調(diào)試
6、電機(jī)驅(qū)動(dòng)調(diào)試
7、系統(tǒng)維護(hù)和故障檢測(cè)技術(shù)
LG-MPS02A型 模塊式柔性自動(dòng)化生產(chǎn)線實(shí)訓(xùn)系統(tǒng)是一種*為典型的機(jī)電一體化、自動(dòng)化類產(chǎn)品,它是為職業(yè)院校、教育培訓(xùn)機(jī)構(gòu)等而研制的,它適合機(jī)械制造及其自動(dòng)化、機(jī)電一體化、電氣工程及自動(dòng)化、控制工程、測(cè)控技術(shù)、計(jì)算機(jī)控制、自動(dòng)化控制等相關(guān)專業(yè)的教學(xué)和培訓(xùn)。它接近工業(yè)生產(chǎn)制造現(xiàn)場(chǎng)基礎(chǔ)上雙針對(duì)實(shí)訓(xùn)教學(xué)進(jìn)行了專門(mén)設(shè)計(jì),強(qiáng)化了各種控制和工程實(shí)踐能力。系統(tǒng)包含了機(jī)電一體化專業(yè)中的氣動(dòng)、電機(jī)驅(qū)動(dòng)與控制、PLC、變頻器、觸摸屏、傳感器等多種控制技術(shù),適合相關(guān)專業(yè)學(xué)生進(jìn)行工程實(shí)踐、課程設(shè)計(jì)及初上崗位的工程技術(shù)人員進(jìn)行培訓(xùn)。
1、輸入電源:?jiǎn)蜗嗳€AC220V ±10% 50Hz
2、工作環(huán)境:環(huán)境溫度范圍為-5℃~+40℃ 相對(duì)濕度<85%(25℃)海拔<4000m
3、裝置容量:<1.5kVA
4、設(shè)備外型尺寸:410cm×180cm×150cm
5、單站工作臺(tái)尺寸:880mm×470mm×1500mm
三、系統(tǒng)組成:
(一)上料檢測(cè)單元
由料斗、回轉(zhuǎn)臺(tái)、貨臺(tái)、螺旋導(dǎo)料機(jī)構(gòu)、平面推力軸承、直流減速電機(jī)(10W/24V 5r/m)、工件滑道、提升裝置、計(jì)數(shù)開(kāi)關(guān)、光電開(kāi)關(guān)、單桿氣缸、電氣安裝板等組成。主要完成將工件從回傳上料臺(tái)依次送到檢測(cè)工位,提升裝置將工件提升并檢測(cè)工件顏色。
主要技術(shù)指標(biāo):
| 名稱 | 型號(hào)規(guī)格 | 數(shù)量 | 參考圖 |
| 工作臺(tái) | 860mm×580mm | 1 |
 |
| 供電電源/工作電壓 | AC220V 50Hz /DC24V 4.5A | 1 | |
| 工作氣壓 | 0.5MPa | ||
| PLC模塊 | FX2N-48MR +FX2N-485BD通信模塊 | 1 | |
| 單桿氣缸 | 行程:75mm | 1 | |
| 直流減速電機(jī) | 10W/24V 5r/m | 1 | |
| 檢測(cè)傳感器 | 光電漫反射 檢測(cè)距離50-300mm、磁感式 | 4 |
1、第一站氣動(dòng)元件學(xué)習(xí)
2、第一站傳感器實(shí)驗(yàn)
3、第一站機(jī)械安裝調(diào)試實(shí)驗(yàn)
4、電氣回路實(shí)驗(yàn)(一)
5、PLC基本指令學(xué)習(xí)和實(shí)際應(yīng)用實(shí)驗(yàn)(一)
6、第一站上料程序控制實(shí)驗(yàn)
7、第一站系統(tǒng)故障檢測(cè)實(shí)驗(yàn)
8、第一、二站聯(lián)網(wǎng)程序控制實(shí)驗(yàn)(一)
(二)搬運(yùn)站
由機(jī)械手、橫臂、回轉(zhuǎn)臺(tái)、機(jī)械手爪、配重塊、旋轉(zhuǎn)氣缸等組成,主要完成對(duì)工件的搬運(yùn)。
主要技術(shù)指標(biāo):
| 名稱 | 型號(hào)規(guī)格 | 數(shù)量 | 參考圖 |
| 工作臺(tái) | 860mm×470mm | 1 |
 |
| 供電電源/工作電壓 | AC220V 50Hz /DC24V 4.5A | 1 | |
| 工作氣壓 | 0.5MPa | ||
| PLC模塊 | FX2N-48MR +FX2N-485BD通信模塊 | 1 | |
| 旋轉(zhuǎn)氣缸 | 0~180° | 1 | |
| 雙聯(lián)氣缸 | 行程:100mm | 1 | |
| 平行氣夾 | 缸徑:16mm | 1 | |
| 單桿氣缸 | 行程:45mm | 1 | |
| 檢測(cè)傳感器 | 磁感式 | 7 |
1、第二站氣動(dòng)回路學(xué)習(xí)
2、第二站傳感器實(shí)驗(yàn)
3、第二站機(jī)械安裝調(diào)試實(shí)驗(yàn)
4、電氣回路實(shí)驗(yàn)(二)
5、PLC基本指令學(xué)習(xí)和實(shí)際應(yīng)用實(shí)驗(yàn)(二)
6、第二站搬運(yùn)程序控制實(shí)驗(yàn)
7、第二站系統(tǒng)故障檢測(cè)實(shí)驗(yàn)
8、第二、一站聯(lián)網(wǎng)程序控制實(shí)驗(yàn)(二)
(三)加工單元
由6工位旋轉(zhuǎn)工作臺(tái)、平面推力軸承、直流減速電機(jī)(10W/24V 5r/m)、刀具庫(kù)(3種刀具)、升降式加工系統(tǒng)、加工組件、檢測(cè)組件、光電傳感器、轉(zhuǎn)臺(tái)到位傳感器、步進(jìn)電機(jī)、步進(jìn)電機(jī)驅(qū)動(dòng)器、電氣掛板等組成。主要完成物料加工和深度的檢測(cè)。工件在旋轉(zhuǎn)平臺(tái)上被檢測(cè)及加工。旋轉(zhuǎn)平臺(tái)由直流電機(jī)驅(qū)動(dòng)。平臺(tái)的定位由繼電器回路完成,通過(guò)電感式傳感器檢測(cè)平臺(tái)的位置。工件在平臺(tái)并行完成檢測(cè)及鉆孔的加工。在進(jìn)行鉆孔加工時(shí),夾緊執(zhí)行件夾緊工件。加工完的工件,通過(guò)電氣分支送到下一個(gè)工作站。
主要技術(shù)指標(biāo):
| 名稱 | 型號(hào)規(guī)格 | 數(shù)量 | 參考圖 |
| 工作臺(tái)面 | 860mm×470mm | 1 |
 |
| 供電電源/工作電壓 | AC220V 50Hz/DC24V 4.5A | 1 | |
| 工作氣壓 | 0.5Mpa | ||
| PLC模塊 | FX2N-48 MR +FX2N-485BD通信模塊 | 1 | |
| 直流減速電機(jī) | 10W/24V 5r/m | 1 | |
| 步進(jìn)電機(jī) | 三相2.8A 步距角1.2° | 1 | |
| 步進(jìn)電機(jī)驅(qū)動(dòng)器 | M556 DC18-50V供電 ,10000脈沖/圈 | 1 | |
| 雙導(dǎo)桿氣缸 | 行程:75mm | 1 | |
| 單桿氣缸 | 行程:45mm | 2 | |
| 檢測(cè)傳感器 | 光電、電感、磁感式 | 10 |
1、第三站氣動(dòng)元件學(xué)習(xí)
2、第三站傳感器實(shí)驗(yàn)
3、第三站機(jī)械安裝調(diào)試實(shí)驗(yàn)
4、電氣回路實(shí)驗(yàn)(三)
5、PLC基本指令學(xué)習(xí)和實(shí)際應(yīng)用實(shí)驗(yàn)(三)
6、第三站多工位工作臺(tái)程序控制實(shí)驗(yàn)
7、第三站系統(tǒng)故障檢測(cè)實(shí)驗(yàn)
8、第三、五站聯(lián)網(wǎng)程序控制實(shí)驗(yàn)(三)
(四)搬運(yùn)單元
由機(jī)械手、直線移動(dòng)機(jī)構(gòu)、無(wú)桿氣缸、薄型氣缸、單桿氣缸、平行氣夾、工業(yè)導(dǎo)軌、電氣安裝板等組成,主要完成對(duì)工件的提取及搬運(yùn)。提取裝置上的氣爪手將工件從前一站提起,并將工件根據(jù)前站的工件信息結(jié)果傳送到下一單元。本工作單元可以與其他工作單元組合并定義其他的分類標(biāo)準(zhǔn),工件可以被直接傳輸?shù)较乱粋€(gè)工作單元。
主要技術(shù)指標(biāo):
| 名稱 | 型號(hào)規(guī)格 | 數(shù)量 | 參考圖 |
| 工作臺(tái) | 860mm×470mm | 1 |
 |
| 供電電源/工作電壓 | AC220V 50Hz/DC24V 4.5A | 1 | |
| 工作氣壓 | 0.5MPa | ||
| PLC模塊 | FX2N-48MR +FX2N-485BD通信模塊 | 1 | |
| 薄型氣缸 | 行程:50、90mm | 2 | |
| 單桿氣缸 | 行程:30mm | 1 | |
| 平行氣夾 | 缸徑:16mm | 1 | |
| 檢測(cè)傳感器 | 磁感式 | 7 |
1、第四站氣動(dòng)元件和回路學(xué)習(xí)
2、第四站傳感器實(shí)驗(yàn)
3、第四站機(jī)械安裝調(diào)試實(shí)驗(yàn)(四)
4、電氣回路實(shí)驗(yàn)(四)
5、PLC基本指令學(xué)習(xí)和實(shí)際應(yīng)用實(shí)驗(yàn)
6、第四站機(jī)械手搬運(yùn)程序控制實(shí)驗(yàn)
7、第四站系統(tǒng)故障檢測(cè)實(shí)驗(yàn)(四)
8、第四、五站聯(lián)網(wǎng)程序控制實(shí)驗(yàn)(四)
(五)傳送帶站
由輸送帶、檢測(cè)機(jī)構(gòu)、推料氣缸、旋轉(zhuǎn)氣缸、分揀料槽、交流電動(dòng)機(jī)、變頻器、同步帶輪、光電傳感器、色標(biāo)傳感器等組成,主要完成對(duì)工件的輸送及分揀。
主要技術(shù)指標(biāo):
| 名稱 | 型號(hào)規(guī)格 | 數(shù)量 | 參考圖 |
| 工作臺(tái) | 860mm×470mm | 1 |
 |
| 供電電源/工作電壓 | AC220V 50Hz/DC24V 4.5A | 1 | |
| 工作氣壓 | 0.5MPa | ||
| PLC模塊 | FX2N-48MR +FX2N-485BD通信模塊 | 1 | |
| 變頻器 | FR-D720-0.4KW AC220 | 1 | |
| 旋轉(zhuǎn)氣缸 | 0~1800 | 1 | |
| 檢測(cè)傳感器 | 光電、光纖、磁感式、色標(biāo) | 7 |
1、第五站氣動(dòng)元件和回路學(xué)習(xí)
2、第五站傳感器實(shí)驗(yàn)
3、第五站機(jī)械安裝調(diào)試實(shí)驗(yàn)(五)
4、電氣回路實(shí)驗(yàn)(五)
5、PLC基本指令學(xué)習(xí)和實(shí)際應(yīng)用實(shí)驗(yàn)
6、第五站工件傳送程序控制實(shí)驗(yàn)
7、第五站系統(tǒng)故障檢測(cè)實(shí)驗(yàn)(五)
8、第五、六站聯(lián)網(wǎng)程序控制實(shí)驗(yàn)(五)
(六)安裝站
由料筒、換料機(jī)構(gòu)、推料機(jī)構(gòu)、工業(yè)導(dǎo)軌、旋轉(zhuǎn)氣缸、真空吸盤(pán)、搖臂、電氣安裝板等組成,主要完成對(duì)兩種不同工件的上料及安裝。為系統(tǒng)逐一提供兩色小工件。供料過(guò)程中,由雙作用氣缸從料倉(cāng)中逐一推出小工件,接著,轉(zhuǎn)換模塊上的真空吸盤(pán)將工件吸起,轉(zhuǎn)換模塊的轉(zhuǎn)臂在旋轉(zhuǎn)缸的驅(qū)動(dòng)下將工件移動(dòng)至下一個(gè)工作單元的傳輸位置。
主要技術(shù)指標(biāo):
| 名稱 | 型號(hào)規(guī)格 | 數(shù)量 | 參考圖 |
| 工作臺(tái) | 860mm ×470mm | 1 |
 |
| 供電電源/工作電壓 | AC220V 50Hz/DC24V 4.5A | 1 | |
| 工作氣壓 | 0.5MPa | 1 | |
| PLC模塊 | FX2N-48MR +FX2N-485BD通信模塊 | 1 | |
| 單桿氣缸 | 行程:60mm | 2 | |
| 旋轉(zhuǎn)氣缸 | 180° | 1 | |
| 真空吸盤(pán)及發(fā)生器 | 1 | ||
| 檢測(cè)傳感器 | 磁感式 | 6 |
1、第六站氣動(dòng)元件和回路學(xué)習(xí)
2、第六站傳感器實(shí)驗(yàn)
3、第六站機(jī)械安裝調(diào)試實(shí)驗(yàn)(六)
4、電氣回路實(shí)驗(yàn)(六)
5、PLC基本指令學(xué)習(xí)和實(shí)際應(yīng)用實(shí)驗(yàn)
6、第六站工件安裝程序控制實(shí)驗(yàn)
7、第六站系統(tǒng)故障檢測(cè)實(shí)驗(yàn)(六)
8、第六、七站聯(lián)網(wǎng)程序控制實(shí)驗(yàn)(六)
(七)搬運(yùn)安裝單元
由機(jī)械手、移動(dòng)滑臺(tái)、安裝工作臺(tái)、薄型氣缸、直線氣缸、工業(yè)導(dǎo)軌、滑塊、配重塊等組成,主要完成對(duì)工件的搬運(yùn)。
主要技術(shù)指標(biāo):
| 名稱 | 型號(hào)規(guī)格 | 數(shù)量 | 參考圖 |
| 工作臺(tái) | 860mm ×470mm | 1 |
 |
| 供電電源/工作電壓 | AC220V 50Hz/DC24V 4.5A | 1 | |
| 工作氣壓 | 0.5MPa | 1 | |
| PLC模塊 | FX2N-48MR +FX2N-485BD通信模塊 | 1 | |
| 薄型氣缸 | 行程:50、90mm | 1 | |
| 單桿氣缸 | 行程:30mm | 2 | |
| 氣夾 | 缸徑:16mm | 1 | |
| 檢測(cè)傳感器 | 磁感式 | 7 |
1、第七站氣動(dòng)元件和回路學(xué)習(xí)
2、第七站機(jī)械安裝調(diào)試實(shí)驗(yàn)
3、電氣回路實(shí)驗(yàn)(七)
4、PLC基本指令學(xué)習(xí)和實(shí)際應(yīng)用實(shí)驗(yàn)(七)
5、第七站工件搬運(yùn)程序控制實(shí)驗(yàn)
6、第七站系統(tǒng)故障檢測(cè)實(shí)驗(yàn)
7、第七、六站聯(lián)網(wǎng)程序控制實(shí)驗(yàn)(七)
8、第七、八站聯(lián)網(wǎng)程序控制實(shí)驗(yàn)(七)
(八)分類單元
由步進(jìn)電機(jī)、步進(jìn)電機(jī)驅(qū)動(dòng)器、滾株絲桿、立體庫(kù)、推料氣缸、電感傳感器、電磁閥、電氣安裝板等組成。主要完成對(duì)成品工件分類存儲(chǔ)。
主要技術(shù)指標(biāo):
| 名稱 | 型號(hào)規(guī)格 | 數(shù)量 | 參考圖 |
| 工作臺(tái)面 | 860mm× 470mm | 1 |
 |
| 供電電源/工作電壓 | AC220V 50Hz/DC24V 4.5A | 1 | |
| 工作氣壓 | 0.5MPa | ||
| PLC模塊 | FX2N-48 MR +FX2N-485BD通信模塊 | 1 | |
| 步進(jìn)電機(jī)驅(qū)動(dòng)器 | 64細(xì)分 | 2 | |
| 步進(jìn)電機(jī) | 1.5A 角距:1.8度 | 2 | |
| 單桿氣缸 | 行程:45mm | 1 | |
| 滾珠絲桿 | 行程≥320mm | 2 |
1、第八站氣動(dòng)元件和回路學(xué)習(xí)
2、第八站機(jī)械安裝調(diào)試實(shí)驗(yàn)
3、電氣回路實(shí)驗(yàn)(八)
4、PLC基本指令學(xué)習(xí)和實(shí)際應(yīng)用實(shí)驗(yàn)(八)
5、第八站工件分類程序控制實(shí)驗(yàn)
6、第八站系統(tǒng)故障檢測(cè)實(shí)驗(yàn)
7、第八、七站聯(lián)網(wǎng)程序控制實(shí)驗(yàn)(八)
8、全部八站聯(lián)網(wǎng)程序控制實(shí)驗(yàn)(八)
9、步進(jìn)電機(jī)驅(qū)動(dòng)控制實(shí)驗(yàn)
(九)觸摸屏監(jiān)控單元:
采用昆侖通態(tài)TPC7062TD ,7英寸 真色彩等組成,主要完成監(jiān)視各分站的工作狀態(tài)并協(xié)調(diào)各站運(yùn)行,完成工業(yè)控制網(wǎng)絡(luò)的集成。總線結(jié)構(gòu)采用RS485網(wǎng)絡(luò)通信,使各站之間的控制信息和狀態(tài)數(shù)據(jù)能夠?qū)崟r(shí)相互交換。每站均配編程電纜一根。
(十)MCGS工業(yè)組態(tài)監(jiān)控軟件:
當(dāng)8個(gè)單元全部進(jìn)入聯(lián)網(wǎng)狀態(tài)時(shí),管理員能夠通過(guò)組態(tài)監(jiān)控機(jī)中各種組態(tài)按鈕方便的控制整個(gè)系統(tǒng)的運(yùn)行、暫停、繼續(xù)、停止等等待另外也可以控制單個(gè)單元的運(yùn)行、暫停、繼續(xù)、停止等。每個(gè)單元的工作狀態(tài)以及工件的材質(zhì)、顏色等在監(jiān)控畫(huà)面上也能夠清楚的看到。
(十一)配件
1、加工工件組:包括大工件(三種)、小工件(兩種)。工件組可多次組裝及拆卸。
2、配套提供實(shí)驗(yàn)所需的設(shè)備說(shuō)明書(shū)、實(shí)訓(xùn)指導(dǎo)書(shū)及軟件使用說(shuō)明書(shū)。
3、配套工具:內(nèi)六角扳手、萬(wàn)用表、尖嘴鉗,一字起子、十字起子、電鉻鐵等;
4、靜音氣泵及連接氣管等
四、實(shí)訓(xùn)項(xiàng)目:
1、了解傳感器的應(yīng)用
2、觀察氣動(dòng)元件的應(yīng)用
3、掌握PLC控制技術(shù)
模塊式柔性自動(dòng)化生產(chǎn)線實(shí)訓(xùn)系統(tǒng)八個(gè)工作站各自都有一套PLC主機(jī),可分成八個(gè)完全獨(dú)立的工作站進(jìn)行實(shí)訓(xùn),在對(duì)各單元生產(chǎn)工藝和電氣控制系統(tǒng)的構(gòu)成熟悉后,通過(guò)PLC編程可完成:
1)系統(tǒng)故障檢測(cè)
2)工件上料程序控制
3)工件搬運(yùn)程序控制
4)工件檢測(cè)程序控制
5)工件搬運(yùn)安裝程序控制
6)工件安裝程序控制
7)工件分類程序控制
8)多工作工位程序控制
9)工作單元聯(lián)網(wǎng)程序控制
10)步進(jìn)電機(jī)驅(qū)動(dòng)控制
11)機(jī)械手搬運(yùn)控制
12)成廢品分揀控制
13)變頻調(diào)速控制
14)傳輸帶控制等
4、電氣控制系統(tǒng)安裝調(diào)試
5、機(jī)械系統(tǒng)安裝調(diào)試
6、電機(jī)驅(qū)動(dòng)調(diào)試
7、系統(tǒng)維護(hù)和故障檢測(cè)技術(shù)